Radial


Radial
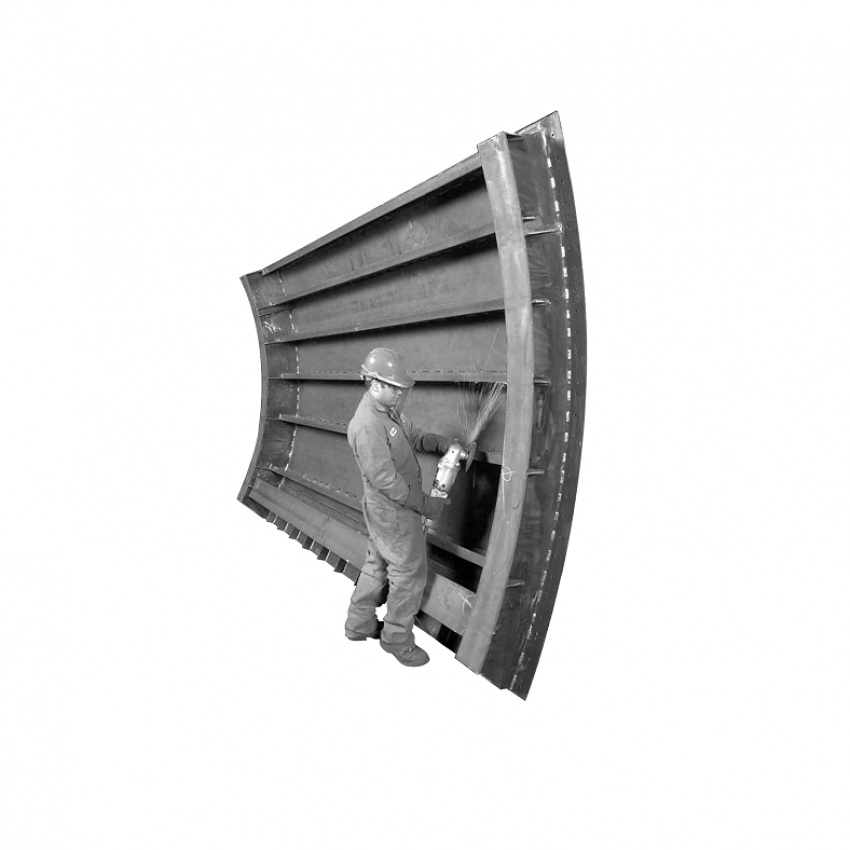
Hydro Gate’s standard radial gate is designed for a wide, clear waterway opening. A radial (or taintor) gate acts similar to a section of a drum. Pressure is transferred from the curved face through the horizontal support beams to the radial arms at the sides of the opening. The arms act as columns and transfer thrust to a common bearing located on either side of the gate opening. Flow is underneath the curved face as the gate is opened. This design results in a lightweight, economical gate that can be opened and closed with minimum effort and with comparatively small number of turns of the handwheel on the hoist.
Applications:
- Diversion of water for irrigation
- On top of dams to increase reservoir capacity
- In spillways or in drainage canals to maintain water elevations
- In other locations where wide, clear waterway openings are necessary and where economical control of water is important
- And more